
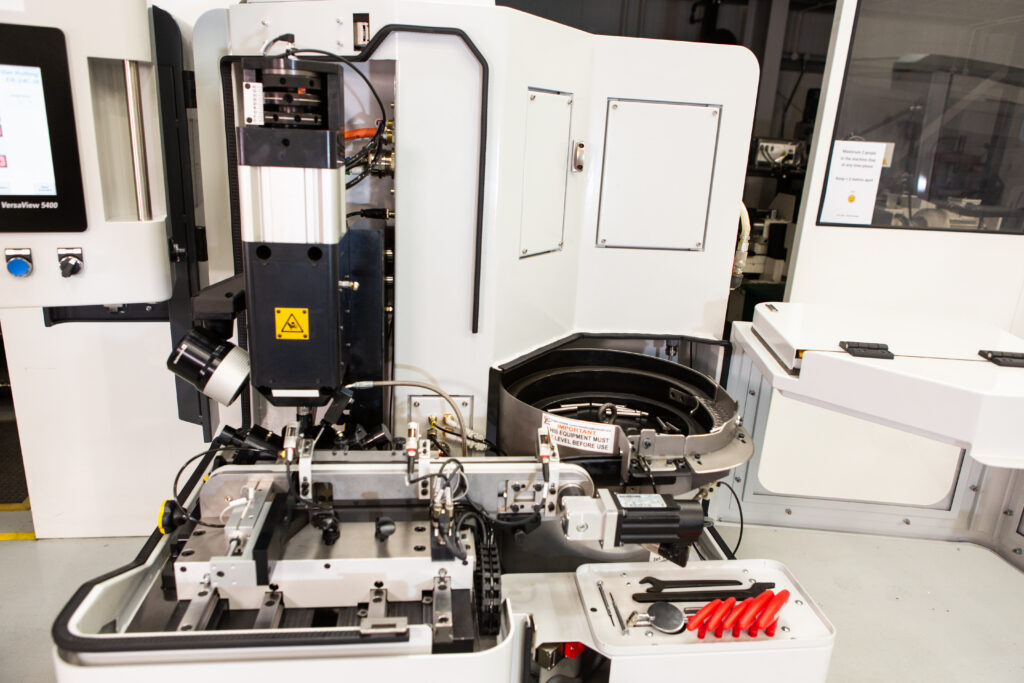
FR-V4 AC数控全自动高效圆角滚压机
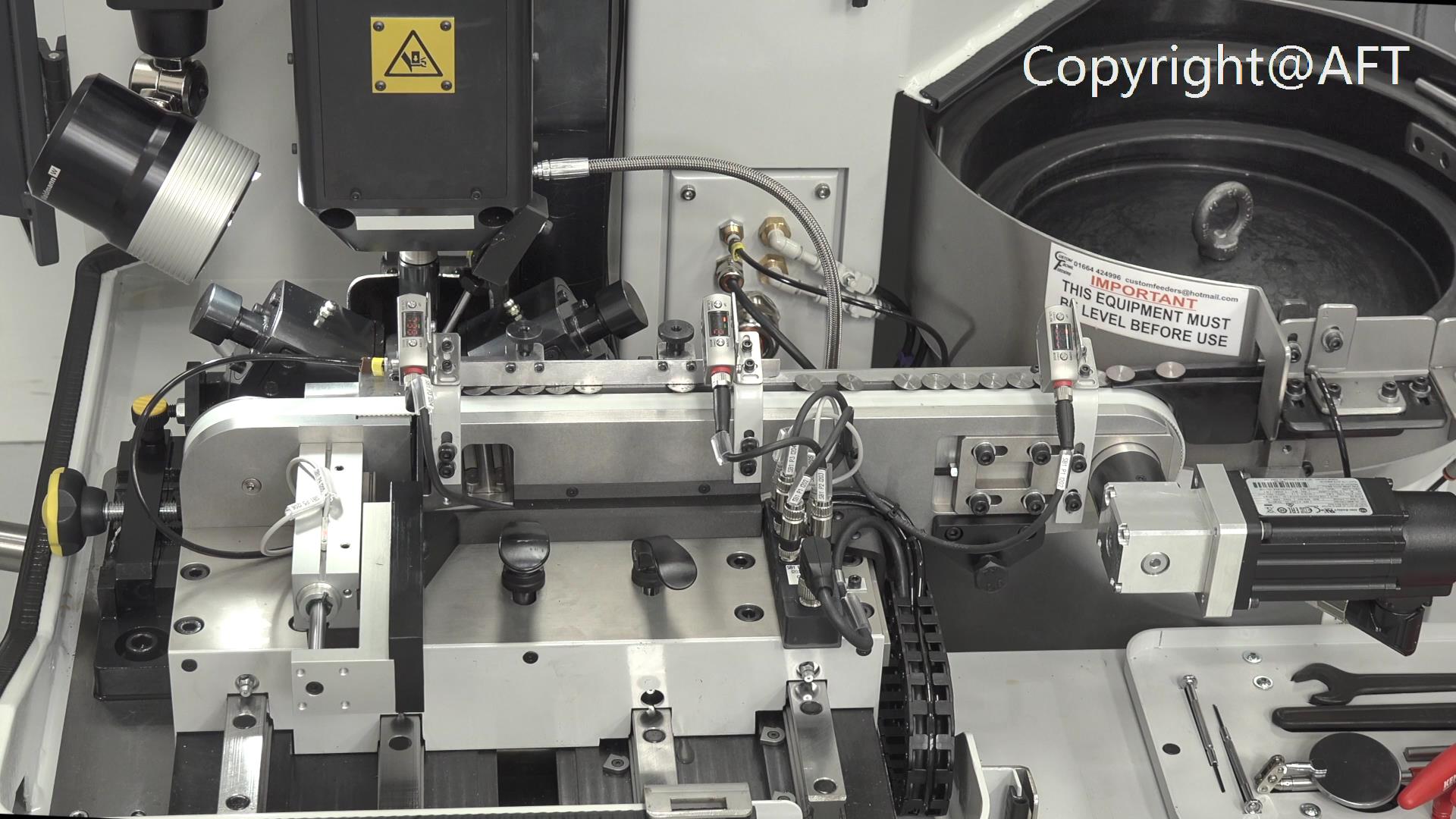
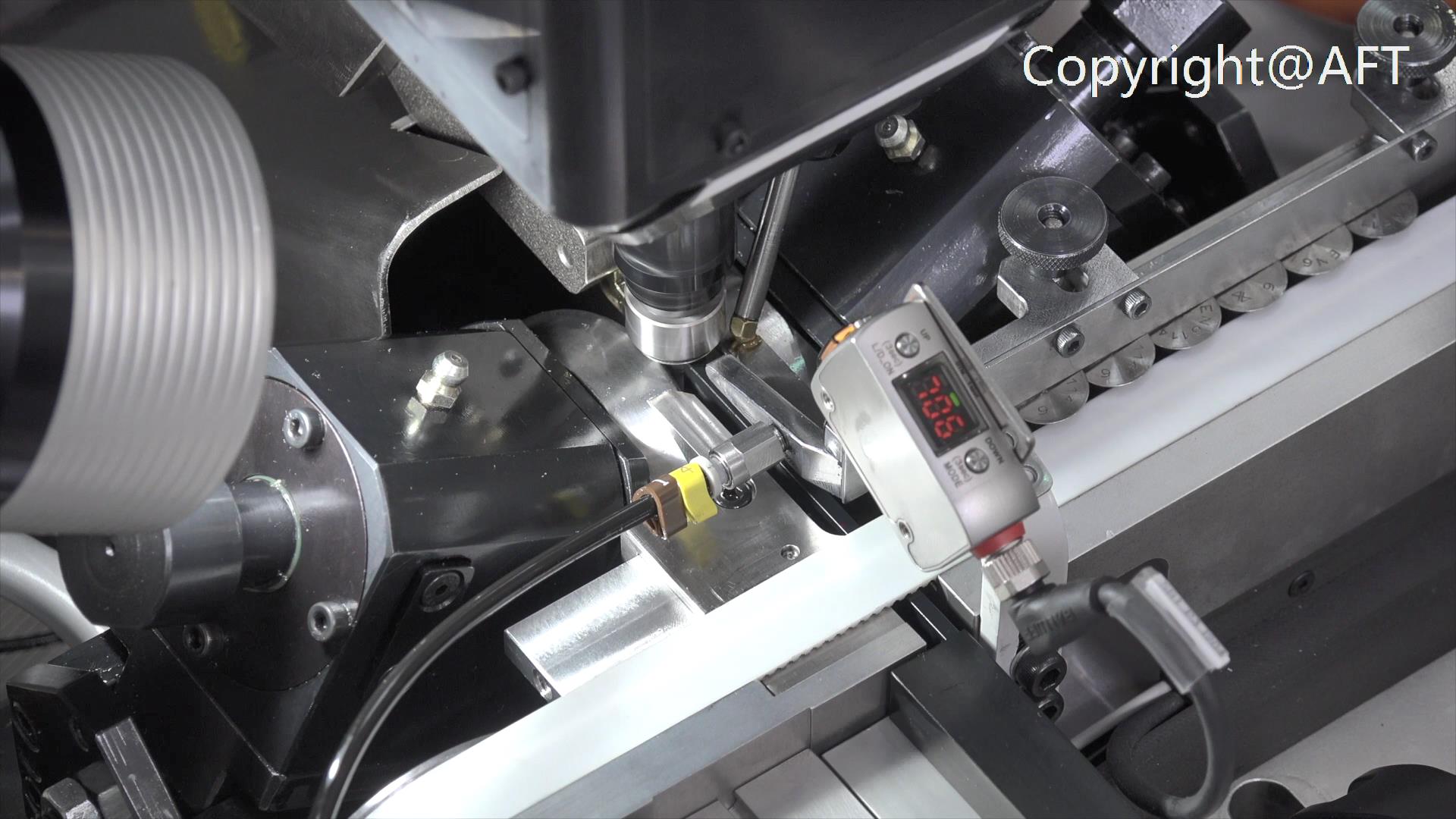
此款设备是进行了结构优化以及控制系统升级的圆角强化设备,其采用两个大直径的滚压轮进行圆角强化滚压,两个大滚压轮安装于装备双列SKF重载型轴承支撑的主轴上,如下图所示,从图中大家可以看出滚轮与绿颜色标识的MJ4螺钉直径的对比。





众所周知,传统三个滚压轮的滚压头在使用中,为了适应三滚轮滚压的几何条件(三滚轮不互相干涉),在滚压直径8mm以下工件的时候,三滚轮的直径迫不得已而做的很小,一般不超过滚压螺钉杆部直径的5倍,所以其安装滚轮的回转主轴直径更小,主轴没法装轴承。一直处于滑动摩擦状态,主轴容易磨损。
另外,三小滚轮设备,具有滚轮太小而抗压强度低,回转小直径主轴磨损快、磨损不均匀等等一系列缺点,总之,小直径的工件圆角强化滚压,美铝、lisi、SPS等都在用这种更科学的两大滚轮滚压技术逐渐取代,但注意该两大滚轮滚压工艺的前提只能是自动化上下料,而不推荐手动上下料。其加工范围局限在4mm-8mm,加工效率高达2400件/小时以上。
该工艺上的这种大滚轮制造简单,因为轮子大,所以比传统的三滚轮结构的微型轮子还便于制造,因为轮子直径大了,所有做滚丝轮的厂家都能够制造该滚轮。
滚轮大了虽然材料成本高了一点,但其圆周长明显长了很多,再加上其抗压强度更高,所以滚轮寿命是微型滚轮的若干倍 。
以下是机床参数与设备描述:


